Valva Perperokê ya Sêqatî ya Eksentrîk




Ewvalva perperok a sêalî ya eksentrîk— ku wekî valva perperok a sêalî ya offset jî tê zanîn — valva perperok a performansa bilind e ku ji bo sepanên çerxerêya zexta bilind, germahiya bilind û frekansa bilind hatiye çêkirin. Her çend valva perperok a bi gomî ya hevsengî pêbawerî û lêçûn-bandoriya îsbatkirî ji bo karûbarê giştî pêşkêş dikin jî, ew ji bo şert û mercên giran ên wekî germahiyên bilind an frekansên xebitandinê yên pir bilind ne guncaw in. Valva perperok a kevneşopî ya bi rûniştina hişk hin ji van sînordaran çareser dikin, lê performansa wan a mohrkirinê di bin şert û mercên dijwar de dîrokî bûye fikarek. Valva perperok a sêalî ya eksentrîk bi taybetî ji bo derbaskirina van sînordaran hate pêşve xistin.
Kursî ji laşê valvê re yekpare ye, bi goşeyên rûniştinê yên çêtirînkirî û pêçanên dijî-xişandinê yên ku ji bo mîlyonan çerxên xebitandinê guncan in. Avakirina ji pola zengarnegir berxwedana korozyonê peyda dike, û materyalên germahiya bilind ji bo jîngehên germî yên dijwar hene. Halkayên mohrkirinê yên nerm ên pir-qatî an jî halkayên mohrkirinê yên metal ên hişk li ser dîskê hatine sabît kirin, ku valvê li gorî valvên perperok ên kevneşopî li hember şoka germî, lûtkeyên zextê û korozyonê pir berxwedêrtir dike.
Bi saya zengileke mohrkirinê ya ji pola zengarnegir a kompozît a li ser dîskê hatîye bicihkirin, sifir rijandin pêk tê. Geometrîya sêalî ya eksentrîk a cihêreng zivirînek goşeya rast bi sifir xişandinê gengaz dike - di tevahiya lêdana 90° de hemî têkilî di navbera kursî û zengila mohrkirinê de ji holê radike. Ev yek torka xebitandinê bi girîngî kêm dike, dihêle ku aktuatorek piçûktir û aborîtir were destnîşankirin.
Dema girtinê, mekanîzmaya veguhestinê torkê zêde dike da ku mohrkirinek hişk û telafîkirî peyda bike. Ev mekanîzma di heman demê de performansa mohrkirinê zêde dike û temenê karûbarê valvê dirêj dike.
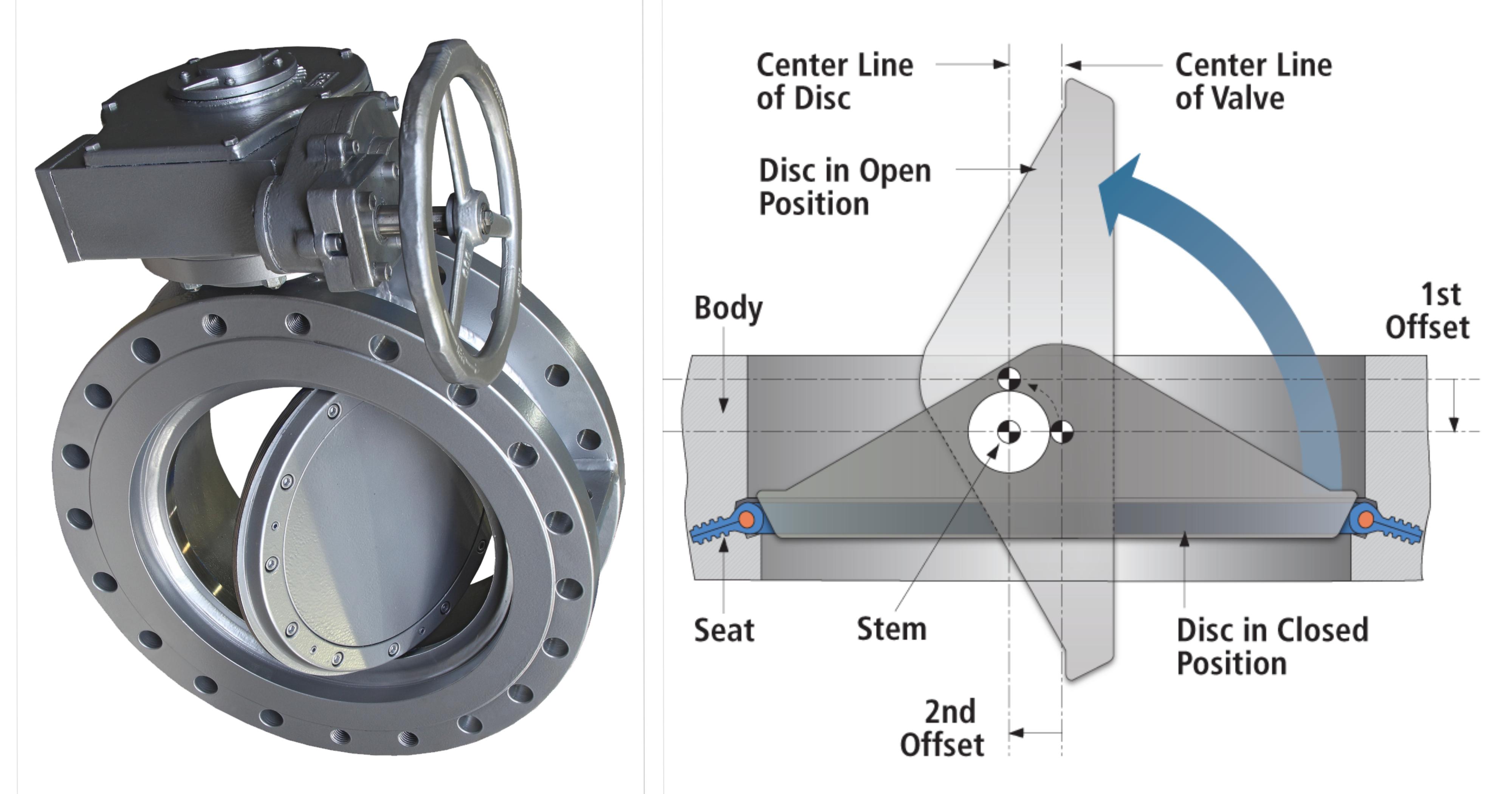
- 1Şafta valvê li pişt xeta navendî ya dîskê ye, ev yek dihêle ku zengila mohrkirinê bêyî destwerdanê bi tevahî li hember tevahiya kursiya valvê bigire.
- 2Xeta navendî ya şaftê valvê hem ji xeta navendî ya lûleyê û hem jî ji xeta navendî ya valvê dûr e, ev yek destwerdanê di dema vekirin û girtinê de ji holê radike.
- 3Eksena konê kursiyê ji xeta navendî ya şaftê valvê dûr dikeve, bi vî awayî di tevahiya lêdana tevahî de xişandinê ji holê radike û li dora tevahiya çerxa kursiyê mohrkirina zextê ya yekreng pêk tîne.
| Mînakkirin | API 609 / ASME B16.34 |
| Girêdanê biqedîne | Wafer / Lug / Flanged / Buttweld |
| Emelî | Destî / Pneumatîk / Elektrîkî |
| Rêzeya mezinahîyê | NPS 2″–60″ (DN50–DN1500) |
| Rêjeya zextê | Pola ASME 150 / 300 / 600 / 900 | PN16 / PN25 / PN40 / PN63 / PN100 |
| Standarda flange | EN 1092 / ANSI B16.5 / BS 4504 / BS 10 / AS 2129 |
| Rû bi rû | ANSI B16.10 / EN 558-1 |
| Germî | −29°C heta 450°C (li gorî materyalên bijartî) |
| Beden | Pola karbonê / Pola zengarnegir / Duplex SS |
| Dîsk | Pola karbonê / Pola zengarnegir / Duplex SS / Pola alloy |
| Qam | 17-4PH / Duplex SS / Pola alloykirî |
| Kursîya laş | 13Cr / SS304 / SS316 / Rûyê hişk ê Stellite |
| Halkaya mohrê | Pirqatî (SS + Grafît an SS + PTFE) / Metal-bi-metal |
| Bixçe | Grafîta nerm |
| NACE MR0175 | Ji bo pêşniyarê agahdar bibin |